
最新消息
來源:
https://zh.wikipedia.org/zh-tw/%E6%84%9F%E5%BA%94%E5%8A%A0%E7%83%AD
感應加熱
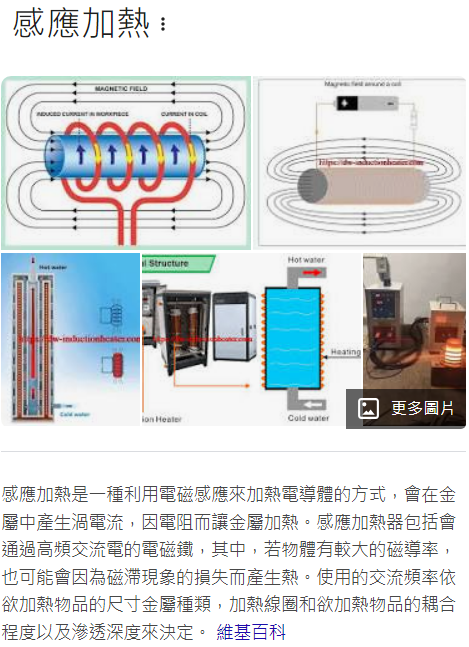
感應加熱是一種利用電磁感應來加熱電導體(一般是金屬)的方式,會在金屬中產生渦電流,因電阻而讓金屬加熱。感應加熱器包括會通過高頻交流電的電磁鐵,其中,若物體有較大的磁導率,也可能會因為磁滯現象的損失而產生熱。使用的交流頻率依欲加熱物品的尺寸金屬種類,加熱線圈和欲加熱物品的耦合程度以及滲透深度來決定。
許多加熱的方式是在金屬外部加熱,透過熱傳導方式傳導到金屬中,但感應加熱不同,其熱源在金屬內部。金屬可以迅速的加熱。而且感應加熱也不需要接觸熱源,適用於一些需考慮污染的場合。感應加熱常用在許多工業製程中,例如冶金學中的熱處理,半導體製程中的柴可拉斯基法及區域熔煉,也可以用在要很高溫才能熔化的難熔金屬。若是食物的包裝或是容器可以感應加熱,也可以用此方式加熱食物,這即為電磁爐的原理。
應用
[編輯]
感應加熱可以針對工件加熱特定部份,可以應用在表面硬化、熔化、硬焊、軟釺焊,以及加熱物件來和其他物件配合。鐵和鋼因為其鐵磁性的特性,對感應加熱有最佳的反應,不過任何金屬都會因為感應加熱產生渦電流,而磁性材料則會產生磁滯現象。感應加熱已被用來加熱液態的導體(例如熔融的金屬)及電漿的導體(例如感應電漿技術)。感應加熱也可以用來加熱石墨坩堝(其中放置其他材料),廣泛的在半導體產業中加熱矽或是其他半導體材料。電網頻率 (50/60 Hz) 感應加熱不需要逆變器產生其他頻率的交流電,常用在許多低成本的工業應用中。
感應電爐
[編輯]感應電爐用感應的方式來熔化金屬。在熔化後,高頻的磁場也可以攪動金屬,若是製作合金時可以確保加入的金屬和原金屬充份混合。大部份的感應電爐包括一個水冷的銅環,外層包著一層耐熱材料。感應電爐比反射爐及高爐要環保,在熔化金屬時,已經取代這二種生產方式,成為現代工廠常用的清潔生產方式。可加熱金屬的量從一公斤到數百公噸不等。在運行時,感應電爐多半會有高頻率的嗡嗡聲,依其工作頻率而變。可以處理的金屬包括鐵及鋼、銅、鋁及貴金屬。因為感應電爐是清潔的非接觸製程,可以用在真空或是在惰性氣體的環境中。有些特殊的鋼或是合金在空氣中加熱會氧化,這類合金或鋼就可以用真空電爐來生產。
感應電焊
[編輯]感應電焊是和感應電爐類似,但規模較小的加工方法。若塑膠中加入了鐵磁性的顆粒(材料中磁滯的特性在感應時生熱)或金屬顆粒,也可以用感應電焊來加熱粘接。
管件的縫隙也可以用此方式焊接。在縫隙附近引入的電流加熱材料,最後產生可以焊接的高溫。此時縫隙兩側的材料會受力互相接近,焊接縫隙。電流也可以用電刷傳導到管件中,但結果是一樣的,縫隙附件的材料加熱而焊接。
電磁爐
[編輯]在電磁爐中,感應線圈加熱鍋具中鐵製底部,若是用銅、鋁或其他非鐵材料的鍋具,能量轉換效率不夠,不適合配合電磁爐使用。電磁爐加熱時,鍋具底部的熱會由熱傳導方式傳導到食物中。電磁爐的好處有效率、安全性及速度。電磁爐有固定式的,也有移動式的。
感應硬焊
[編輯]感應硬焊一般會用在高產量的生產製程中,可以產生一致性的結果,而且有高度可重覆性。
感應密封
[編輯]感應密封用在食品及製藥業中,在瓶子或罐子的開口處放了一片鋁箔,用感應的方式加熱,使其和容器密合。這就形成一個防止更改內容物的密封,因為更改內容物需要破壞鋁箔[1]。
加熱配合
[編輯]感應加熱也可以用在組裝時,將某一零件加熱,以便和其他零件組合(感應加熱配合)。軸承一般是用此方式,以電網頻率 (50/60 Hz) 加熱,感應時有一個材料為疊層鋼的變壓器型芯穿過軸承中心。
熱處理
[編輯]感應加熱常用在金屬件的熱處理,最見的應用是鋼件的感應硬化,為了結合金屬件所做的硬焊及軟釺焊,以及鋼件中要軟化部位的退火。
感應加熱可以產生高的功率密度,可以在短的接觸時間內達到要求的溫度,可以調整磁場來精準調整要加熱的部份,減少熱變形及損壞。
上述的熱處理可以用來作局部硬化,產生有不同性質的零件。常見的硬化應用是產生一塊局部硬化耐蝕的區域,但又可以保持其他部份的韌性。可以調整感應頻率、功率密度及接觸時間來調整感應硬化的深度。
此製程在靈活性上有受限,因此在一些應用中需要製作特別的電感器,一般都很貴,而且需要在小的銅線電感中產生大的電流密度,需要特殊的工程技術及copper-fitting。
塑膠加工
[編輯]感應加熱用在塑膠的射出機中,感應加熱提高射出及擠出製程的能源效率。熱直接在機器內部產生,減少暖機時間以及能量消耗。感應線圈可以放在隔熱層的外部,因此可以在較低溫下工作,延長壽命。工作頻率一般由30 kHz到5 kHz之間,若機器越薄,工作頻率越低。感應加熱也可以用在模具中,提供更平均的模具溫度,產品的品質也可以提高[2]。
細節
[編輯]感應加熱用的電源一般是低電壓大電流的交流電。要加熱的工件放在由交流電驅動的電磁線圈中,一般會配合電容器,設置為LC電路以產生虛功率,交流磁場產生了工件中的渦電流。
| 頻率(kHz) | 工件形式 |
|---|---|
| 5–30 | 薄工件 |
| 100–400 | 小的工件或是穿透深度較淺 |
| 480 | 微工件 |
磁性材料因為其磁滯現象,會加強其加熱的效果。高相對磁導率(100–500)的材料也比較容易加熱,磁滯發生在居里溫度以下,此時材料仍維持原有的磁性質。工件在低於居里溫度時的高磁導率相當的有用。溫度差、比熱及質量都會影響工件的加熱。
感應加熱的能量轉換會受到線圈及工件之間距離的影響。能量的損耗包括有工作到夾具之間的熱傳導、熱對流及熱輻射。
感應線圈一般是用銅管製成,而且是用水冷冷卻,直徑、形式及繞線圈數影響效率及磁場造型。
參考資料
[編輯]- ^ Valery Rudnev Handbook of Induction HeatingCRC Press, 2003 ISBN 0824708482 page 92
- ^ Dong-Hwi Sohn, Hyeju Eom and Keun Park, Application of high-frequency induction heating to high-quality injection molding, in Plastics Engineering Annual Technical Conference Proceedings ANTEC 2010, Society of Plastics Engineers, 2010
- Brown, George Harold, Cyril N. Hoyler, and Rudolph A. Bierwirth, Theory and application of radio-frequency heating. New York, D. Van Nostrand Company, Inc., 1947. LCCN 47003544
- Hartshorn, Leslie, Radio-frequency heating. London, G. Allen & Unwin, 1949. LCCN 50002705
- Langton, L. L., Radio-frequency heating equipment, with particular reference to the theory and design of self-excited power oscillators. London, Pitman, 1949. LCCN 50001900
- Shields, John Potter, Abc's of radio-frequency heating. 1st ed., Indianapolis, H. W. Sams, 1969. LCCN 76098943
- Sovie, Ronald J., and George R. Seikel, Radio-frequency induction heating of low-pressure plasmas. Washington, D.C. : National Aeronautics and Space Administration ; Springfield, Va.: Clearinghouse for Federal Scientific and Technical Information, October 1967. NASA technical note. D-4206; Prepared at Lewis Research Center.
偉祥的設備是有線圈加熱與介質加熱。高週波金屬加熱機通常是使用線圈加熱。 介質加熱通常用於木頭塑膠。 塑膠不是全部可以熔接(不是超音波方法)。高周波(感應加熱)使用線圈產生磁場的方式去加熱金屬材料。 所有金屬材料或者半導材料(高溫的玻璃)是可以加熱的。我們公司生產的設備27mhz有金屬也有塑膠的,木材的部分通常需要大型設備,因此是與設備商配合。
客戶提出加熱的需求,提供工件的尺寸/需加熱部位/材料/溫度/用途等資訊,我們再提出適當的設備。
本公司大部分的設備都是訂做的,亦有常規的標準設備。
來源: https://www.cwcba-wqac.org.tw/forest-tech/index.php?action=resources-detail&id=75
前言
高週波誘電加熱可分成低頻率(高週波)及高頻率(微波)二種。
低頻率的高週波加熱法發展較早(1930年代),其中使用頻率較多有6.7MHz及13.67MHz,但爲了加工上的需求也有選擇使用其他頻率者。
高頻率的高週波誘電加熱又稱微波加熱,其發展較晚(1970年代)使用之頻率918MHz及2450MHz。
以下就上述之低頻率的高週波誘電加熱作介绍。
低頻率的高週波誘電加熱利用之研發,早在80餘年前已有許多學者進行木材乾燥上之利用之實驗研究,其中德國人 Voigt 於1940年代已有木材高週波乾燥之相關研究成果發表。日本人 山本 孝 於1949年以高週波木材乾燥為題之研究成果發表。當時研究高週波加熱的目的,希望研發能有更快速的木材乾技術。之後高週波加熱法逐漸被開發及利用於木材之膠合、成型加工及製板工業。
第二次世界大戰期間利用高週波誘電加熱於螺旋槳飛機的螺旋槳葉片的膠合及鋼琴製造時的音響板的膠合。雖然其加熱速度快速,但當時的高週波加熱設備在性能上及加工技術並不十分成熟之外,設備造價昂貴及使用時消耗電力偏高,因此除了一部分附加價值較高之木材加工製品外,很少被接受與利用。
而今高週波裝置除了在性能之大幅提升及加工技術上之進步外、人類生活品質及需求相繼的提高,對優質工作環境的要求及工資亦日趨高昂,而高週波加熱基於對勞務工作環境的得以改善及加工速度快、節省人力,加之從能源之有效利用及降低碳排放之角度,高週波加熱法應用於木材加工再度引起木材加工業界的重新正視。
1. 高週波誘電加熱原理
高週波誘電加熱(以下簡稱爲高週波加熱)一定會使用到電極板(或簡稱爲極板)如圖1所示。被加熱體被夾在兩電極板間(上下、或左右) 的情形下,於兩極板間印加高週波電壓(V伏特),由於誘電電流的流動而產生損失(發熱) 之同時構成物體(被加熱體) 的雙極子的振動(分子中帶電性的分子的分極)產生掽撞致摩擦而生熱。如圖2所示a為未印加高週波電場,雙極子的排列雜亂無章,b、c印加高週波,依異性相吸、同性相斥而使雙極子的排列規整。由於高週波高頻率的振蕩下、雙極子的迅速移動、致砰撞、摩擦而生熱而使極板間的被加熱體升溫的現象。
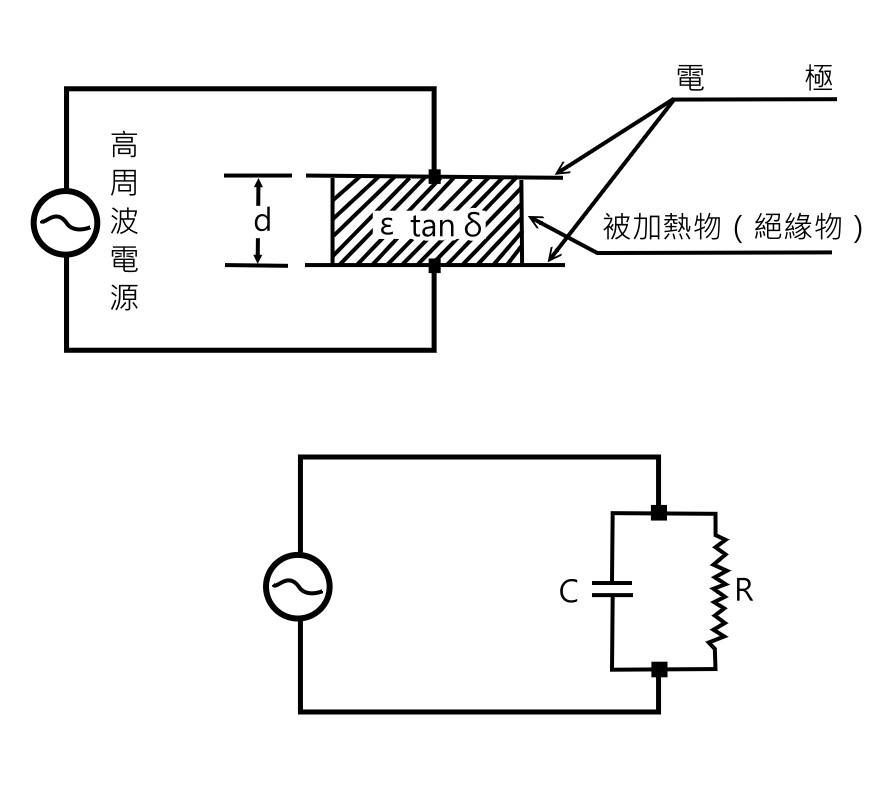
(圖1 誘電加熱及等值回路圖)
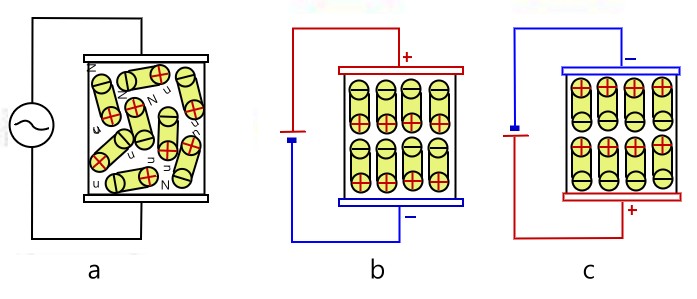
(圖2 雙極子之移動示意)
如圖2所示,上、下兩極板(S)之間(d)置入被加熱體後,印加電場時所消耗之電力 W可依次式計算。
W=ω Coε tanδ V2
式中
ω=2πf f=頻率 V =電極印加電壓 Co =(ε.εμ.s)/d Co:電極間静電容量 εμ=真空時之誘電率=1
ε=被加熱體之誘電率 s=電極板面積 δ=加熱體之損失角 d=電極板間隔 ε.tanδ=損失係數
2. 高週波加熱的影響因子
將木材置於高週波電場時,依其誘電體損失而發熱。含水率較高之部分發熱較大,利用內部發熱的方式進行加熱,目前國內使用之高週波頻率(週波數) 以6.7MC及13.56MC為多,實務上可選用適當頻率的高週波加熱機使用。
以下就木材高週波加熱加工操作時之相關影響因子簡述如下:
2.1木材的誘電特性
傳统的蒸氣.熱板.熱風的加熱、被加熱體從外部向內部熱傳導的加熱方式(外部加熱法),熱能逐漸的從外部向內部加熱,但其加熱速度受到熱傳導率的影響。而高週波的誘電加熱係內部加熱法,於加熱時以秒爲計時單位的使被加熱體的內.外部位同時的急速的均勻升温。木材異與塑膠、陶瓷、橡膠等材料有較高的誘電損失而易發熱升温。又依前人的硏究資料顕示,在週波數1MHz的結果,木材含水率15%時之損失係數0.02~0.2,含水率60%時爲0.3-3,酚樹脂膠合劑、尿素膠合劑及三聚氰胺膠合劑之損失係數依序爲0.068~0.15,0.18~0.22及0.15~0.42,得知膠合劑之損失遠高於乾燥木材。因此木材在膠合加工時,若高週波誘電加熱的加熱方式膠合,可大大的提升膠合效率。
尤其是在不同之情况下顯示不同之誘電率,茲將影響木材誘電率之因子分別列舉如下:
(1) 含水率之影響
木材由於且有獨特的纖維組織及化學成分,雖然其誘電率特性隨含水率之變動而變化,即使同一樹種心材及邊材,纖維之平行及垂直方向亦不同。水之誘電率(81) 比全乾之木材及纖維素 (2.5~7) 高了許多(表1),水之誘電率高達81,因此木材含水率之多寡會直接影響誘電率。
木材之含水率由0%~30%左右誘電率隨含水率之增加成曲線的增加,當含水率超高30%前後時誘電率隨含水率之增加成直線的增加。不同樹種、含水率有不同之誘電率。
|
物 質 |
誘電率(ε) |
備註 |
|
空氣、眞空 |
1 |
丄:纖維垂直方向 ∥:纖維平行方向 |
|
石蠟 |
2 |
|
|
山毛櫸(全乾)(┴) |
2.51 |
|
|
山毛櫸(全乾)(∥) |
3.63 |
|
|
橡木(全乾)(┴) |
2.46 |
|
|
橡木(全乾)(∥) |
3.64 |
|
|
纖維素(乾燥) |
6.70 |
|
|
水 |
81.0 |
(2) 比重的影響
木材之誘電特性顯著的受木材內存在之孔隙的影響。木材之全乾比重為,木材細胞壁之比重為1.50,其孔隙率之近似值C可由下式求出即
C=1- ρ0/1.50…… (1)
從(1)式中若比重較大之樹種,於纖維飽和點以上之高含水率時,由於孔隙內有較多的自由水致使誘電特性有顯著的變化。纖維飽和點以下含水率,比重較大之木材比比重較小之木材有較高之誘電率。
(3) 溫度的影響
一般在0~25℃的溫度範圍內對誘電率不影響。木材經100~200℃加熱處理後,其誘電率(ε)會隨加熱處理溫度之增加而減低,如加熱處理之溫度為100℃時,木材之ε=2.38,而加熱處理的溫度增加至200℃時ε會減至2.14。一般說來木材之溫度上昇時誘電率並無很大的變化,但tanδ則顯著的變大,此種變化以高比重及高含水率者尤甚。誘電體力率之變化非常之大,故應注意負荷回路之整合。
(4) 木理方向的影響
一般木材之誘電率(表1) 以縱向為最大,與橫向比較,約可達30~60%或1.1~2.0倍。又 弦向與徑向之大小依樹種而異。誘電率及誘電體力率,會隨木理傾斜角的增加而減低。
(5) 週波數(頻率)的影響
水的誘電率不受週波數的影響。但木材之誘電率則隨週波數的增加而漸漸減少。
2.2加熱方式
木材及木質材料在高週波膠合時主要的加方式有全體加熱(Through heating) ,膠合層加熱 (Glue line heating) ,迷走加熱 (Stray field heating) 等,簡介如下。
2.2.1全體加熱
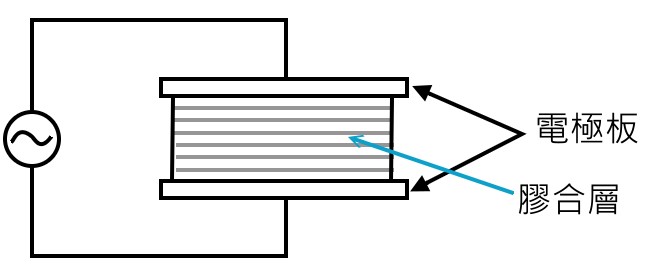
如圖3所示,二枚相對的平板平行相對,木材(單板.製材板) 與膠合層成水平配列狀態。被電極板挾住之被加熱全體被均勻加熱。由於膠合劑的損失係數較高的閱係較木材快速仢發熱升温。常使用於合板,彎曲層積材、單板層積材的製造。
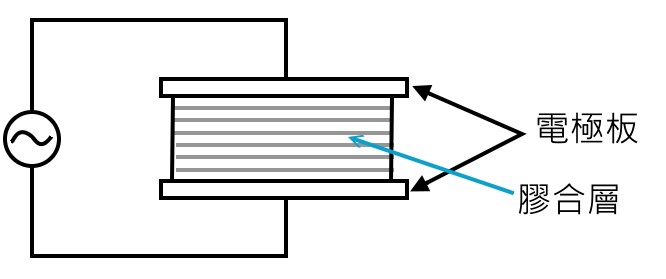
(圖3全體加熱 )
2.2.2膠合層加熱
如圖4所示,二枚相對的平板平行相對,木材(小角材.製材板) 與膠合層成垂直配列的狀態。與前項之全體加熱比較,膠合層由於高週波電界容易集中,而木材本身較不被加熱,而只有膠合層被充分的加熱,又稱爲膠合層加熱。被廣泛的使用於拼板、集成材及家具組件製造。
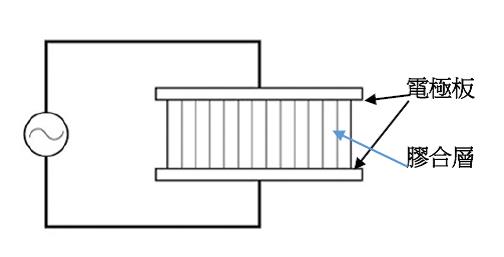
(圖4選擇加熱)
2.2.3迷走加熱
(a)部分加熱:如圖5所示,爲因應被加熱物加熱之實際需要,電極形狀及大小作適當的調整,使加熱的部位的高週波電界集中,達到部分加熱達膠合的目的。
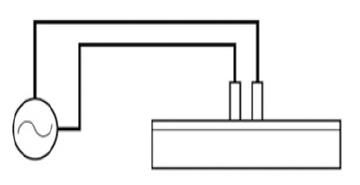
(圖5 部分加熱)
(b)表面加熱:如圖6所示,將棒狀電極在被加熱體的表面作格子狀配置,格子狀之電極間產生强的電界,可使被加熱體的表層加熱。往往使用於門板及框架之貼面加工。
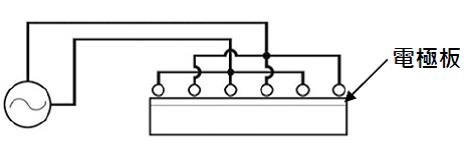
(圖6表面加熱)
參考文獻
1.劉正字等 編 木材膠合技術及應用 林產工業叢書 14高週波加熱與木材膠合P173一188 (1993)
2.井上 雅文,山本 泰司,木材工業におけるマク口汳.高周波加熱の応用に財団法人 電子情報通信学会,(2004-03)
3.J.Pound.Radio Frequency Heating in the Timber Industry,E.& F.N.Spon (1973)
文章提供:黃耀富 名譽教授
感應加熱/高周波/高週波/金屬加熱機 對於加熱的應用非常多種。金屬材料都可以加熱。
客戶提供加熱的工件尺寸/加熱位置/材料/溫度/用途,如有其他需在強調說明,比如節能取向/電磁干擾。
建議客戶提供工件我司測試後,拍攝影片後,再決定是否購買。
偉祥也能提供特殊設備的生產,
#比如客戶指定加熱線圈的形狀/頻率/功率(或者電流規格),我們也能設計生產。
#偉祥公司也能開發市場上不常見的設備,如27mhz金屬加熱設備/塑膠加熱設備...等等
偉祥公司也承接國外進口設備,真空管(電子管),射頻(RF)設備的維修。


文/郭明彰
在寒冷的冬天來上一爐暖烘烘的火鍋,相信是許多人在寒冬中的絕佳選擇,早期火鍋是用炭火爐、卡式爐這類大火爐的爐具,除了加熱效率不佳外,得適時添加燃料,夾食物時還要小心不要被火燒到,自從電磁爐出現後,只要將插頭往電源插座輕輕一插,按一下開關,馬上就可以開始準備享受暖心的火爐,是什麼原理,可以讓電磁爐這麼方便又安全呢?
動電生磁 循環電流
電磁爐是利用電磁感應加熱的原理,讓爐具插上電後,將電能轉換為熱能的器具,當電磁感應後,會產生金屬導體產生渦電流,當電流通過電阻就會產生電流熱效應,藉此加熱金屬,此種現像就稱為電磁感應加熱原理。
在電磁感應加熱中,有一個很重要的主角—— 渦電流,這就是能讓鍋具加熱的主要功臣。渦電流現象是在1851年被法國物理學家萊昂·傅科(Léon Foucault)所發現,是由一個移動的磁場與金屬導體相交,或是由移動的金屬導體與磁場垂直交會所產生,但是在理想勻強磁場中不會產生渦電流。簡單來說就是電磁感應效應所造成。這個動作產生了一個在導體內循環的電流。磁場變化愈快,感應電動勢就愈大,渦電流就愈強,渦電流就能促使導體發熱。
由上述的渦電流現象中,我們可以知道,要讓電磁鍋產生渦電流,必須要有不斷變化的磁場,於是在電磁鍋的裝置中,除了利用金屬線圈通電產生磁場外,還得要有一個變頻器,負責供給線圈20KHz到40KHz的高頻率交流電流,經由金屬線圈產生相對應頻率的磁場變化。當交流磁場在通過鍋底時,就會感應產生渦電流,金屬鍋具本身就有電阻,當電流經過時就會產生電流熱效應,升高金屬鍋的溫度,此時加熱的金屬鍋就像一般電器一樣發揮加熱的功能,可用來煮熟鍋中食物。電磁爐的加熱原理不需要產生燃燒的化學反應,傳遞熱能的效率也比傳統的炭火或瓦斯好上許多,也不會排出二氧化碳等汙染氣體,更不用擔心在密閉空間中因瓦斯燃燒不完全所引發的一氧化碳中毒問題,可說是一種既環保又安全的加熱爐具。
選對鍋具 導電滿分
大家有沒有注意到,電磁爐使用的鍋具大都是鐵鍋、不鏽鋼鍋這類的金屬鍋具,這是因為電磁鍋的加熱原理需要可導電的器皿,藉由電流流經金屬,金屬本身的電阻產生電流熱效應來加熱,如果我們將鍋具換成鋁鍋或銅鍋這類電阻較低的鍋具,則加熱的效果就會較差,當然,若換成玻璃或陶瓷這類不導電的鍋具,就完全不適用於電磁爐。
渦電流的應用除了在加熱外,也被運用在無損檢測、監看金屬品結構、電磁剎車等應用,大家在享受熱騰騰火鍋的同時,也可以想想這原理還可被應用在哪些事物上,最後提醒大家,使用電磁爐一定要選對鍋具,才不會等了半個小時,鍋中的食物還完全不熟唷!
Copyright © 2018.Lantech Industrial Co.,Ltd All rights reserved. Designed by Witting