
標題: 感應加熱
更新日期: 2024-10-18
來源:
https://zh.wikipedia.org/zh-tw/%E6%84%9F%E5%BA%94%E5%8A%A0%E7%83%AD
感應加熱
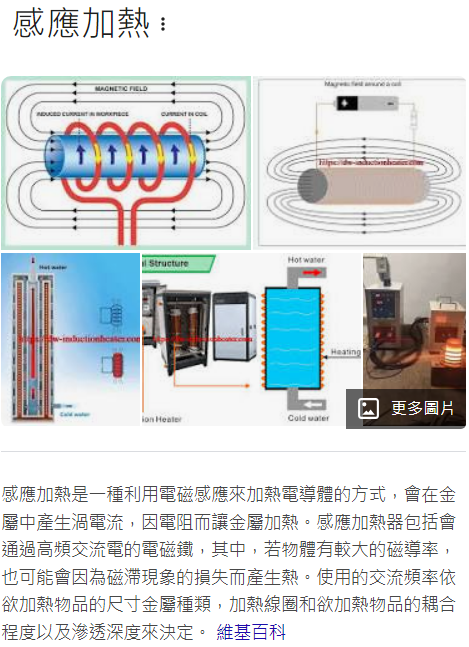
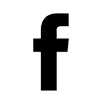
感應加熱是一種利用電磁感應來加熱電導體(一般是金屬)的方式,會在金屬中產生渦電流,因電阻而讓金屬加熱。感應加熱器包括會通過高頻交流電的電磁鐵,其中,若物體有較大的磁導率,也可能會因為磁滯現象的損失而產生熱。使用的交流頻率依欲加熱物品的尺寸金屬種類,加熱線圈和欲加熱物品的耦合程度以及滲透深度來決定。
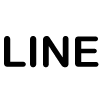
許多加熱的方式是在金屬外部加熱,透過熱傳導方式傳導到金屬中,但感應加熱不同,其熱源在金屬內部。金屬可以迅速的加熱。而且感應加熱也不需要接觸熱源,適用於一些需考慮污染的場合。感應加熱常用在許多工業製程中,例如冶金學中的熱處理,半導體製程中的柴可拉斯基法及區域熔煉,也可以用在要很高溫才能熔化的難熔金屬。若是食物的包裝或是容器可以感應加熱,也可以用此方式加熱食物,這即為電磁爐的原理。
應用
[編輯]
感應加熱可以針對工件加熱特定部份,可以應用在表面硬化、熔化、硬焊、軟釺焊,以及加熱物件來和其他物件配合。鐵和鋼因為其鐵磁性的特性,對感應加熱有最佳的反應,不過任何金屬都會因為感應加熱產生渦電流,而磁性材料則會產生磁滯現象。感應加熱已被用來加熱液態的導體(例如熔融的金屬)及電漿的導體(例如感應電漿技術)。感應加熱也可以用來加熱石墨坩堝(其中放置其他材料),廣泛的在半導體產業中加熱矽或是其他半導體材料。電網頻率 (50/60 Hz) 感應加熱不需要逆變器產生其他頻率的交流電,常用在許多低成本的工業應用中。
感應電爐
[編輯]感應電爐用感應的方式來熔化金屬。在熔化後,高頻的磁場也可以攪動金屬,若是製作合金時可以確保加入的金屬和原金屬充份混合。大部份的感應電爐包括一個水冷的銅環,外層包著一層耐熱材料。感應電爐比反射爐及高爐要環保,在熔化金屬時,已經取代這二種生產方式,成為現代工廠常用的清潔生產方式。可加熱金屬的量從一公斤到數百公噸不等。在運行時,感應電爐多半會有高頻率的嗡嗡聲,依其工作頻率而變。可以處理的金屬包括鐵及鋼、銅、鋁及貴金屬。因為感應電爐是清潔的非接觸製程,可以用在真空或是在惰性氣體的環境中。有些特殊的鋼或是合金在空氣中加熱會氧化,這類合金或鋼就可以用真空電爐來生產。
感應電焊
[編輯]感應電焊是和感應電爐類似,但規模較小的加工方法。若塑膠中加入了鐵磁性的顆粒(材料中磁滯的特性在感應時生熱)或金屬顆粒,也可以用感應電焊來加熱粘接。
管件的縫隙也可以用此方式焊接。在縫隙附近引入的電流加熱材料,最後產生可以焊接的高溫。此時縫隙兩側的材料會受力互相接近,焊接縫隙。電流也可以用電刷傳導到管件中,但結果是一樣的,縫隙附件的材料加熱而焊接。
電磁爐
[編輯]在電磁爐中,感應線圈加熱鍋具中鐵製底部,若是用銅、鋁或其他非鐵材料的鍋具,能量轉換效率不夠,不適合配合電磁爐使用。電磁爐加熱時,鍋具底部的熱會由熱傳導方式傳導到食物中。電磁爐的好處有效率、安全性及速度。電磁爐有固定式的,也有移動式的。
感應硬焊
[編輯]感應硬焊一般會用在高產量的生產製程中,可以產生一致性的結果,而且有高度可重覆性。
感應密封
[編輯]感應密封用在食品及製藥業中,在瓶子或罐子的開口處放了一片鋁箔,用感應的方式加熱,使其和容器密合。這就形成一個防止更改內容物的密封,因為更改內容物需要破壞鋁箔[1]。
加熱配合
[編輯]感應加熱也可以用在組裝時,將某一零件加熱,以便和其他零件組合(感應加熱配合)。軸承一般是用此方式,以電網頻率 (50/60 Hz) 加熱,感應時有一個材料為疊層鋼的變壓器型芯穿過軸承中心。
熱處理
[編輯]感應加熱常用在金屬件的熱處理,最見的應用是鋼件的感應硬化,為了結合金屬件所做的硬焊及軟釺焊,以及鋼件中要軟化部位的退火。
感應加熱可以產生高的功率密度,可以在短的接觸時間內達到要求的溫度,可以調整磁場來精準調整要加熱的部份,減少熱變形及損壞。
上述的熱處理可以用來作局部硬化,產生有不同性質的零件。常見的硬化應用是產生一塊局部硬化耐蝕的區域,但又可以保持其他部份的韌性。可以調整感應頻率、功率密度及接觸時間來調整感應硬化的深度。
此製程在靈活性上有受限,因此在一些應用中需要製作特別的電感器,一般都很貴,而且需要在小的銅線電感中產生大的電流密度,需要特殊的工程技術及copper-fitting。
塑膠加工
[編輯]感應加熱用在塑膠的射出機中,感應加熱提高射出及擠出製程的能源效率。熱直接在機器內部產生,減少暖機時間以及能量消耗。感應線圈可以放在隔熱層的外部,因此可以在較低溫下工作,延長壽命。工作頻率一般由30 kHz到5 kHz之間,若機器越薄,工作頻率越低。感應加熱也可以用在模具中,提供更平均的模具溫度,產品的品質也可以提高[2]。
細節
[編輯]感應加熱用的電源一般是低電壓大電流的交流電。要加熱的工件放在由交流電驅動的電磁線圈中,一般會配合電容器,設置為LC電路以產生虛功率,交流磁場產生了工件中的渦電流。
| 頻率(kHz) | 工件形式 |
|---|---|
| 5–30 | 薄工件 |
| 100–400 | 小的工件或是穿透深度較淺 |
| 480 | 微工件 |
磁性材料因為其磁滯現象,會加強其加熱的效果。高相對磁導率(100–500)的材料也比較容易加熱,磁滯發生在居里溫度以下,此時材料仍維持原有的磁性質。工件在低於居里溫度時的高磁導率相當的有用。溫度差、比熱及質量都會影響工件的加熱。
感應加熱的能量轉換會受到線圈及工件之間距離的影響。能量的損耗包括有工作到夾具之間的熱傳導、熱對流及熱輻射。
感應線圈一般是用銅管製成,而且是用水冷冷卻,直徑、形式及繞線圈數影響效率及磁場造型。
參考資料
[編輯]- ^ Valery Rudnev Handbook of Induction HeatingCRC Press, 2003 ISBN 0824708482 page 92
- ^ Dong-Hwi Sohn, Hyeju Eom and Keun Park, Application of high-frequency induction heating to high-quality injection molding, in Plastics Engineering Annual Technical Conference Proceedings ANTEC 2010, Society of Plastics Engineers, 2010
- Brown, George Harold, Cyril N. Hoyler, and Rudolph A. Bierwirth, Theory and application of radio-frequency heating. New York, D. Van Nostrand Company, Inc., 1947. LCCN 47003544
- Hartshorn, Leslie, Radio-frequency heating. London, G. Allen & Unwin, 1949. LCCN 50002705
- Langton, L. L., Radio-frequency heating equipment, with particular reference to the theory and design of self-excited power oscillators. London, Pitman, 1949. LCCN 50001900
- Shields, John Potter, Abc's of radio-frequency heating. 1st ed., Indianapolis, H. W. Sams, 1969. LCCN 76098943
- Sovie, Ronald J., and George R. Seikel, Radio-frequency induction heating of low-pressure plasmas. Washington, D.C. : National Aeronautics and Space Administration ; Springfield, Va.: Clearinghouse for Federal Scientific and Technical Information, October 1967. NASA technical note. D-4206; Prepared at Lewis Research Center.
Copyright © 2018.Lantech Industrial Co.,Ltd All rights reserved. Designed by Witting