
標題: 高週波/高週波 木材加熱設備的原理
更新日期: 2024-10-15
偉祥的設備是有線圈加熱與介質加熱。高週波金屬加熱機通常是使用線圈加熱。 介質加熱通常用於木頭塑膠。 塑膠不是全部可以熔接(不是超音波方法)。高周波(感應加熱)使用線圈產生磁場的方式去加熱金屬材料。 所有金屬材料或者半導材料(高溫的玻璃)是可以加熱的。我們公司生產的設備27mhz有金屬也有塑膠的,木材的部分通常需要大型設備,因此是與設備商配合。
客戶提出加熱的需求,提供工件的尺寸/需加熱部位/材料/溫度/用途等資訊,我們再提出適當的設備。
本公司大部分的設備都是訂做的,亦有常規的標準設備。
來源: https://www.cwcba-wqac.org.tw/forest-tech/index.php?action=resources-detail&id=75
前言
高週波誘電加熱可分成低頻率(高週波)及高頻率(微波)二種。
低頻率的高週波加熱法發展較早(1930年代),其中使用頻率較多有6.7MHz及13.67MHz,但爲了加工上的需求也有選擇使用其他頻率者。
高頻率的高週波誘電加熱又稱微波加熱,其發展較晚(1970年代)使用之頻率918MHz及2450MHz。
以下就上述之低頻率的高週波誘電加熱作介绍。
低頻率的高週波誘電加熱利用之研發,早在80餘年前已有許多學者進行木材乾燥上之利用之實驗研究,其中德國人 Voigt 於1940年代已有木材高週波乾燥之相關研究成果發表。日本人 山本 孝 於1949年以高週波木材乾燥為題之研究成果發表。當時研究高週波加熱的目的,希望研發能有更快速的木材乾技術。之後高週波加熱法逐漸被開發及利用於木材之膠合、成型加工及製板工業。
第二次世界大戰期間利用高週波誘電加熱於螺旋槳飛機的螺旋槳葉片的膠合及鋼琴製造時的音響板的膠合。雖然其加熱速度快速,但當時的高週波加熱設備在性能上及加工技術並不十分成熟之外,設備造價昂貴及使用時消耗電力偏高,因此除了一部分附加價值較高之木材加工製品外,很少被接受與利用。
而今高週波裝置除了在性能之大幅提升及加工技術上之進步外、人類生活品質及需求相繼的提高,對優質工作環境的要求及工資亦日趨高昂,而高週波加熱基於對勞務工作環境的得以改善及加工速度快、節省人力,加之從能源之有效利用及降低碳排放之角度,高週波加熱法應用於木材加工再度引起木材加工業界的重新正視。
1. 高週波誘電加熱原理
高週波誘電加熱(以下簡稱爲高週波加熱)一定會使用到電極板(或簡稱爲極板)如圖1所示。被加熱體被夾在兩電極板間(上下、或左右) 的情形下,於兩極板間印加高週波電壓(V伏特),由於誘電電流的流動而產生損失(發熱) 之同時構成物體(被加熱體) 的雙極子的振動(分子中帶電性的分子的分極)產生掽撞致摩擦而生熱。如圖2所示a為未印加高週波電場,雙極子的排列雜亂無章,b、c印加高週波,依異性相吸、同性相斥而使雙極子的排列規整。由於高週波高頻率的振蕩下、雙極子的迅速移動、致砰撞、摩擦而生熱而使極板間的被加熱體升溫的現象。
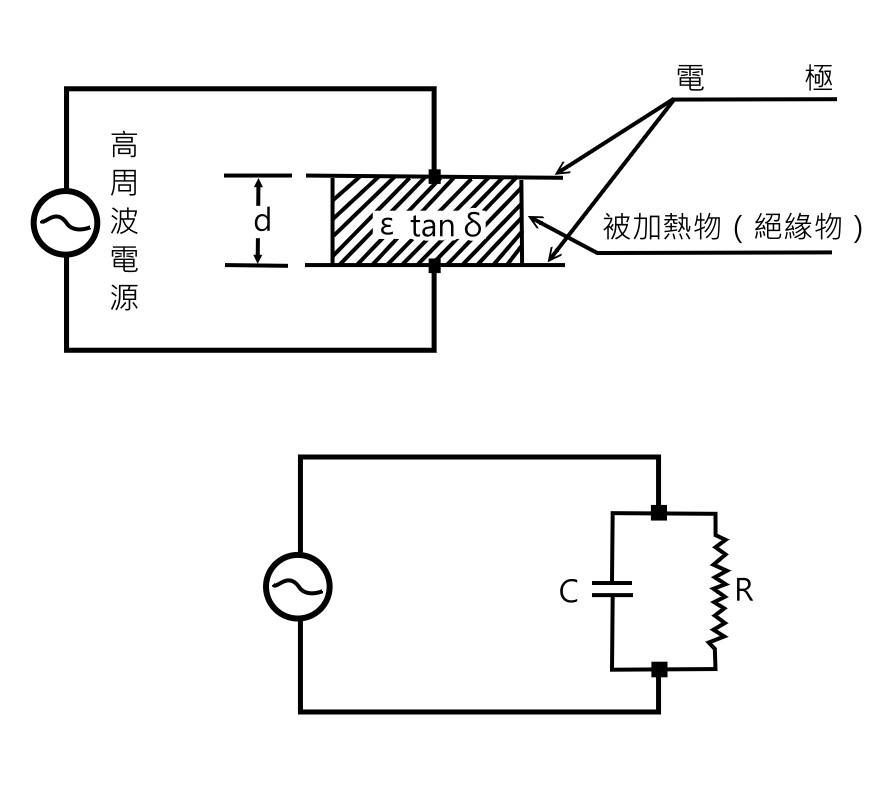
(圖1 誘電加熱及等值回路圖)
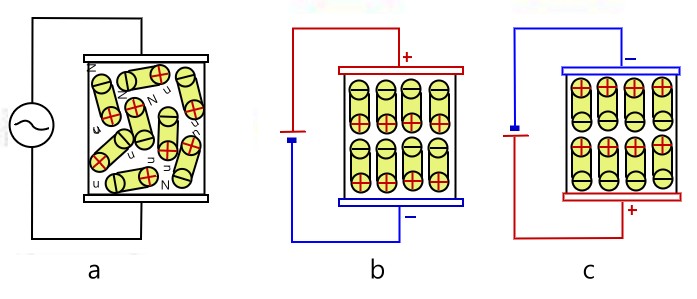
(圖2 雙極子之移動示意)
如圖2所示,上、下兩極板(S)之間(d)置入被加熱體後,印加電場時所消耗之電力 W可依次式計算。
W=ω Coε tanδ V2
式中
ω=2πf f=頻率 V =電極印加電壓 Co =(ε.εμ.s)/d Co:電極間静電容量 εμ=真空時之誘電率=1
ε=被加熱體之誘電率 s=電極板面積 δ=加熱體之損失角 d=電極板間隔 ε.tanδ=損失係數
2. 高週波加熱的影響因子
將木材置於高週波電場時,依其誘電體損失而發熱。含水率較高之部分發熱較大,利用內部發熱的方式進行加熱,目前國內使用之高週波頻率(週波數) 以6.7MC及13.56MC為多,實務上可選用適當頻率的高週波加熱機使用。
以下就木材高週波加熱加工操作時之相關影響因子簡述如下:
2.1木材的誘電特性
傳统的蒸氣.熱板.熱風的加熱、被加熱體從外部向內部熱傳導的加熱方式(外部加熱法),熱能逐漸的從外部向內部加熱,但其加熱速度受到熱傳導率的影響。而高週波的誘電加熱係內部加熱法,於加熱時以秒爲計時單位的使被加熱體的內.外部位同時的急速的均勻升温。木材異與塑膠、陶瓷、橡膠等材料有較高的誘電損失而易發熱升温。又依前人的硏究資料顕示,在週波數1MHz的結果,木材含水率15%時之損失係數0.02~0.2,含水率60%時爲0.3-3,酚樹脂膠合劑、尿素膠合劑及三聚氰胺膠合劑之損失係數依序爲0.068~0.15,0.18~0.22及0.15~0.42,得知膠合劑之損失遠高於乾燥木材。因此木材在膠合加工時,若高週波誘電加熱的加熱方式膠合,可大大的提升膠合效率。
尤其是在不同之情况下顯示不同之誘電率,茲將影響木材誘電率之因子分別列舉如下:
(1) 含水率之影響
木材由於且有獨特的纖維組織及化學成分,雖然其誘電率特性隨含水率之變動而變化,即使同一樹種心材及邊材,纖維之平行及垂直方向亦不同。水之誘電率(81) 比全乾之木材及纖維素 (2.5~7) 高了許多(表1),水之誘電率高達81,因此木材含水率之多寡會直接影響誘電率。
木材之含水率由0%~30%左右誘電率隨含水率之增加成曲線的增加,當含水率超高30%前後時誘電率隨含水率之增加成直線的增加。不同樹種、含水率有不同之誘電率。
|
物 質 |
誘電率(ε) |
備註 |
|
空氣、眞空 |
1 |
丄:纖維垂直方向 ∥:纖維平行方向 |
|
石蠟 |
2 |
|
|
山毛櫸(全乾)(┴) |
2.51 |
|
|
山毛櫸(全乾)(∥) |
3.63 |
|
|
橡木(全乾)(┴) |
2.46 |
|
|
橡木(全乾)(∥) |
3.64 |
|
|
纖維素(乾燥) |
6.70 |
|
|
水 |
81.0 |
(2) 比重的影響
木材之誘電特性顯著的受木材內存在之孔隙的影響。木材之全乾比重為,木材細胞壁之比重為1.50,其孔隙率之近似值C可由下式求出即
C=1- ρ0/1.50…… (1)
從(1)式中若比重較大之樹種,於纖維飽和點以上之高含水率時,由於孔隙內有較多的自由水致使誘電特性有顯著的變化。纖維飽和點以下含水率,比重較大之木材比比重較小之木材有較高之誘電率。
(3) 溫度的影響
一般在0~25℃的溫度範圍內對誘電率不影響。木材經100~200℃加熱處理後,其誘電率(ε)會隨加熱處理溫度之增加而減低,如加熱處理之溫度為100℃時,木材之ε=2.38,而加熱處理的溫度增加至200℃時ε會減至2.14。一般說來木材之溫度上昇時誘電率並無很大的變化,但tanδ則顯著的變大,此種變化以高比重及高含水率者尤甚。誘電體力率之變化非常之大,故應注意負荷回路之整合。
(4) 木理方向的影響
一般木材之誘電率(表1) 以縱向為最大,與橫向比較,約可達30~60%或1.1~2.0倍。又 弦向與徑向之大小依樹種而異。誘電率及誘電體力率,會隨木理傾斜角的增加而減低。
(5) 週波數(頻率)的影響
水的誘電率不受週波數的影響。但木材之誘電率則隨週波數的增加而漸漸減少。
2.2加熱方式
木材及木質材料在高週波膠合時主要的加方式有全體加熱(Through heating) ,膠合層加熱 (Glue line heating) ,迷走加熱 (Stray field heating) 等,簡介如下。
2.2.1全體加熱
如圖3所示,二枚相對的平板平行相對,木材(單板.製材板) 與膠合層成水平配列狀態。被電極板挾住之被加熱全體被均勻加熱。由於膠合劑的損失係數較高的閱係較木材快速仢發熱升温。常使用於合板,彎曲層積材、單板層積材的製造。
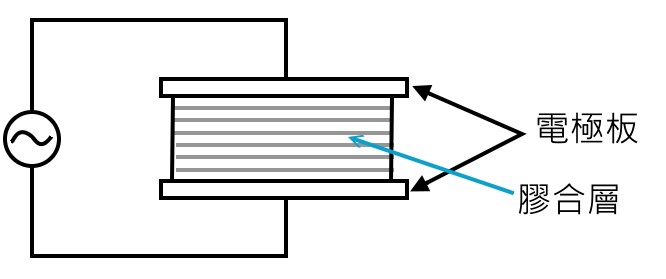
(圖3全體加熱 )
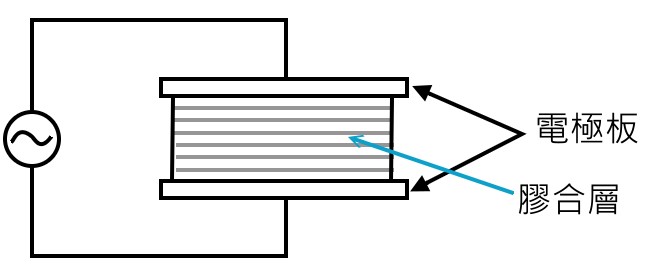
2.2.2膠合層加熱
如圖4所示,二枚相對的平板平行相對,木材(小角材.製材板) 與膠合層成垂直配列的狀態。與前項之全體加熱比較,膠合層由於高週波電界容易集中,而木材本身較不被加熱,而只有膠合層被充分的加熱,又稱爲膠合層加熱。被廣泛的使用於拼板、集成材及家具組件製造。
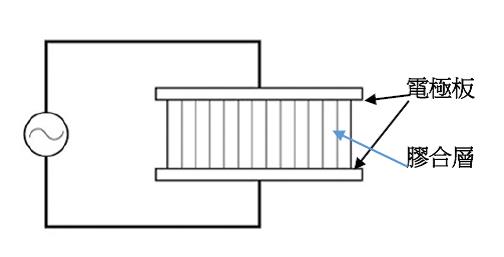
(圖4選擇加熱)
2.2.3迷走加熱
(a)部分加熱:如圖5所示,爲因應被加熱物加熱之實際需要,電極形狀及大小作適當的調整,使加熱的部位的高週波電界集中,達到部分加熱達膠合的目的。
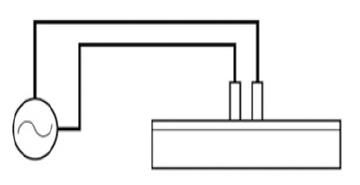
(圖5 部分加熱)
(b)表面加熱:如圖6所示,將棒狀電極在被加熱體的表面作格子狀配置,格子狀之電極間產生强的電界,可使被加熱體的表層加熱。往往使用於門板及框架之貼面加工。
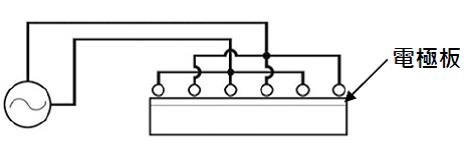
(圖6表面加熱)
參考文獻
1.劉正字等 編 木材膠合技術及應用 林產工業叢書 14高週波加熱與木材膠合P173一188 (1993)
2.井上 雅文,山本 泰司,木材工業におけるマク口汳.高周波加熱の応用に財団法人 電子情報通信学会,(2004-03)
3.J.Pound.Radio Frequency Heating in the Timber Industry,E.& F.N.Spon (1973)
文章提供:黃耀富 名譽教授
Copyright © 2018.Lantech Industrial Co.,Ltd All rights reserved. Designed by Witting